


👇 图片展示了耐磨焊丝的特点和堆焊工艺方法 👇

耐磨焊丝特点:
- 自保护堆焊焊丝工艺:简单,成本低。
- 硬度:堆焊三层以上,硬度可达HRC42。
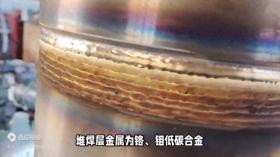
- 堆焊层金属:铬、钼低碳合金,高温强度高,抗氧化和耐热疲劳性能优良。
- LZ414N:专为连铸机辊设计,采用明弧自保护堆焊药芯焊丝,焊接工艺性能良好,成型美观,飞溅较小。
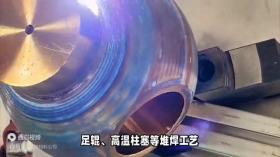
适用范围:适用于连铸机辊、结晶器、足辊、高温柱塞等堆焊工艺。
堆焊工艺注意事项:
- 清洁:焊接前,清除支撑辊表面的油锈和疲劳层。
- 加热:缓慢升温,确保辊加热到>150°C,保温,出炉后立即焊接,层间温度应不低于150°C。
- 层间清理:确保每层焊接后清除焊渣,避免夹渣。
- 冷却:焊后应缓慢冷却至100°C以下。
- 保存:焊丝应保存在阴凉干燥处,开包后应及时用完。
👇 图片展示了堆焊工艺注意事项 👇
希望以上信息能够帮助您更好地了解耐磨焊丝的特点和堆焊工艺。
转载请注明来自江西乔森电气有限公司,本文标题:《耐磨焊丝特点及堆焊工艺方法 》
百度分享代码,如果开启HTTPS请参考李洋个人博客








 京公网安备11000000000001号
京公网安备11000000000001号